Купити зварювальний інвертор - тисни тут 
Цікавий факт. Силіконова долина в США з'явилася внаслідок нестерпного характеру одного з винахідників транзистора - Вільяма Шоклі. Використовуючи своє ім'я, що стало відомим, він масово приваблював до себе працювати молодих здібних вчених. Попрацювавши у Шоклі трохи часу - молоді вчені розбігалися. Більшість із них залишалось неподалік під теплим каліфорнійським сонцем і при цьому створювали свої фірми.
1. На що звертати увагу при виборі зварювального інвертора.
-
Практично всі зварювальні апарати інверторного типу мають вбудований захист від стрибків напруги. Оптимальний рівень захисту – це 20-25%. Тобто при стрибках напруги в діапазоні від 170 до 270В Ваш апарат буде захищений. Як правило, зазначений захист мають дорогі моделі для промислового використання. У апаратів для побутового застосування цей показник зазвичай складає 10-15%.
-
Вентиляція. Пил – головний ворог зварювального інвертора. В основному пил всмоктується вентилятором охолодження, без якого обійтись ніяк не можна. Звісно, що виробники вигадують різні способи вентиляції з метою зменшення попадання пилу на найбільш чутливі вузли. Одним з таких методів є тунельна вентиляція, коли радіатор розташовується вздовж усього корпусу, а основні вузли знаходяться в середині радіатора. Але це для дуже брудних виробництв. У більшості випадків платити за супер-вентиляцію не варто. Найкраще просто зняти корпус, після чого прибрати пил продуванням і м'яким пензлем. Це найнадійніший спосіб. Усім, у кого є власний комп'ютер (у них схожа проблема) - така процедура має бути знайома.
-
Поцікавтеся на сервісі наявністю друкованих плат апарату що Вас цікавить (найчастіша і найдорожча поломка). Якщо плати тільки під замовлення - це хороша ознака: запит на запчастину рідкісний. Якщо сервіс на питання про запчастини починає розповідати що ви як доросла людина маєте знати про час доставки, ціни, звідки завозиться і т.п., - від покупки краще утриматися.
-
Температурний діапазон експлуатації інвертора. З температурою, яка вище нуля, все більш-менш просто: чим вище навколишня температура, тим швидше спрацює захист апарату. До того ж гранично допустима температура +400С - достатньо рідкісне явище у наших широтах. А ось робота за низьких температур - слизька тема. Нутрощі інвертора - це різні мікроконтролери, транзистори, конденсатори, тиристори т.i. Кожен елемент має свій робочий діапазон температур, зрозуміло, що чим ширше діапазон - тим дорожче запчастина. А от за яких температур все буде працювати в зборі - це може і повинен сказати сам виробник. На жаль, подібну інформацію часто важко знайти. Або її немає зовсім, або виробник робить посилання на певні стандартам. У Європі це стандарт EN 60974-1 "Arc welding equipment. Part 1: Welding power sources". Зазначені стандарти передбачають температуру експлуатації при ручному дуговому зварюванні від -400С до +400С. Однак, якщо виробник у паспорті посилається на вказаний стандарт – ще не факт, що Ваш інвертор запуститься при мінус 150С або нижче. Бажано заглянути в каталог та на сайт виробника. У Європі каталог вважається дуже вагомим документом (згадайте великі штрафи за несумлінну рекламу).
У принципі широко відомо, що електроніка не "любить" температур нижче 00C. У інвертора при гранично низьких температурах зазвичай загоряється лампочка "перевантаження" і апарат не запуститься. Набагато гірше, якщо апарат таки запрацює та нагріється, в результаті чого всередині утворюється конденсат, що може бути небезпечним для деяких вузлів. Якщо в паспорті вашого апарата чітко не вказано діапазон експлуатації - краще утримайтеся від зварювання на морозах.
Для бажаючих розібратися докладніше рекомендуємо звернутись до тематичних форумів, присвячених цій темі. - При покупці не варто побоюватися терміну "побутовий". Поняття побутовей, професійний та промисловий інструмент поки не є термінами юридично та технічно уніфікованими (та й навряд чи таке можливе). У той же час, брендові виробники при класифікації своєї продукції дотримуються приблизно таких правил: під терміном "побутової" розуміють зазвичай безперервну роботу обладнання (інструменту) протягом 15-30 хв із подальшою перервою приблизно до однієї години; професійний інструмент передбачає експлуатацію з 8-годинним циклом, а промисловий (industrial) можна експлуатувати у 3-ї зміни з невеликими технологічними перервами. Інші технічні характеристики побутового та професійного інструменту практично однакові. Тобто Ви однаково якісно зможете проварити шов як якысним побутовим, так і промисловим апаратами. Але довжина шва за одиницю часу роботи побутового інвертора буде меншою. У той же час цілком логічно, що побутовий інструмент великої потужності та (або) для будь-яких спеціальних завдань не випускається, тільки професійний.
-
Деякі торговці намагаються акцентувати увагу покупця на стандартних функціях інвертора: Hot start (гарячий старт), Anti-Sticking (анти-прилипання при вимиканні, ефект примерзання) та Arc-Force (форсаж дуги – антиприлипання при зварюванні). Названі Функції тісно пов'язані з інверторною технологією. Більше того, інвертор, зокрема, для цього й винаходився. Тому "вихваляння" подібних плюсів носить суто рекламний характер (якщо не сказати гірше). Подібна реклама нагадує слоган "Наші вимикачі не тільки вимикають, але й умикають!". Інверторна технологія має ще ряд інших можливостей, які не завжди використовуються. Наприклад, можливість налаштування для заряджання акумулятора: на жаль, надають не всі виробники, хоча технічно це не складно і не дорого, а для країн колишнього СНД було б дуже актуальним.
-
Всі дані щодо продуктивності зварювальних апаратів наводяться з розрахунку 230В в мережі живлення. І навіть якщо Ваш апарат розрахований на роботу в діапазоні 170-270В - продуктивність його при 170В буде значно нижчою, ніж при 230В. Тобто, якийсь запас по потужності дуже знадобиться. За нинішнього стану електроенергетики, щоб без проблем варити електродом 3мм треба брати апарат із можливістю зварювання до 4мм.
-
Виробники. Не завжди висока ціна відповідає хорошому виробнику. Оскільки працюючий зварювальний нвертор можна зібрати практично на коліні, ціна зварювального апарату дуже залежить від серійності виробництва. Зазвичай, чим більше виробник, тим більш цікаву ціну він може запропонувати. Але завжди є винятки. Тому для вибору справді гідного зварювального апарату – краще звернути увагу на інші непрямі ознаки: наявність сервісу, каталогів, сайту, інструкцій мовою країни покупки, чіткість інструкції тощо. Сертифікат – це останній документ – куди треба дивитися (у 90% випадків виробником усе одно буде Китай, навіть якщо написано щось інше). Крім Патона в Україні є інші виробники, але запчастини всі возять з Китаю.
2. Переваги зварювальних інверторів
-
тривалість навантаження джерел живлення в робочому діапазоні режимів зварювання - до 80%;
-
плавне регулювання зварювального режиму в широкому діапазоніструмів та напруг;
-
мінімальні втрати електричної енергії у зварювальних кабелях та сполучних елементах;
-
невеликі габарити та маса, зручність перенесення та доставки джерела до місця зварювання;
-
високий рівень електробезпеки за рахунок подвійної ізоляції.
-
зварювання покритими електродами будь-яких марок на постійному та змінному струмі;
-
стабільність запалювання дуги за рахунок високого Uxx та осциляції;
-
можливість виключити магнітне дуття при зварюванні на постійному струмі;
-
можливість зварювання складних металоконструкцій зварювальниками не високої кваліфікації.
3. Недоліки зварювальних інверторів
4. Принцип дії зварювального інвертора.
Технічна назва в радянській літературі - випрямляч із транзисторним інвертором.
Перед подачею на інвертор мережна напруга випрямляється і згладжується фільтром, що складається з дроселя і накопичувального конденсатора C1. Напруга на виході випрямляча пульсує з частотою 300 Гц при живленні від трьох фаз (як це зображено на Малюнку 1) та 100 Гц при живленні від однієї фази. Ці пульсації частково згладжуються дроселем, але струм на його виході залишається пульсуючим. Накопичувальний конденсатор заряджається в ті інтервали часу, коли цей струм близький до максимального, і розряджається, живлячи інвертор в час що залишився. Величина ємності накопичувального конденсатора має бути достатньою для забезпечення максимального струму, що споживається інвертором, який, у свою чергу, визначається максимальним зварювальним струмом та коефіцієнтом трансформації трансформатора Т. Комутатор інвертора на транзисторах VT1 та VT2 перемикає полярність струму в первинних обмотках трансформатора із частотою від одиниць до десятків кілогерц. Трансформатор Т понижаючий, він знижує напругу до 50 - 80 В (амплітудного значення) у режимі холостого ходу, і, відповідно, підвищує струм у робочому режимі. На виході змінний струм високої частоти згладжується фільтром L2 C2. Місткість конденсатора C2 значно менше C1, так як частота пульсацій на ньому значно вища. Конденсатори є суттєвими елементами інверторів, і підбір їх характеристик впливає на ефективність роботи пристрою.
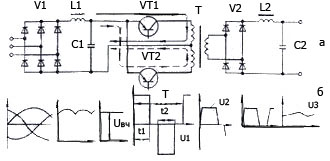
Малюнок 1
При подачі сигналу на базу транзистора VT1 відмикається колекторний ланцюг, і по первинній обмотці трансформатора Т в інтервалі часу t1 протікає струм у напрямі, показаному тонкою лінією. При знятті сигналу з бази цей струм припиняється. З деякою затримкою відмикається транзистор VT2, при цьому в інтервалі часу t2 струм по трансформатору йде вже в іншому напрямку, показаному пунктиром. Таким чином, первинною обмоткою трансформатора йде змінний струм. Тривалість його періоду Т та частота змінного струму f = 1/Т залежить від частоти запуску транзисторів, яка визначається системою управління. Зазвичай частота встановлюється лише на рівні 1-100 кГц. Оскільки ця частота залежить від частоти мережі, такий інвертор називають автономним. Іноді інвертор конструктивно поєднують з трансформатором Т, випрямляючим блоком V2 та фільтром L2-C2. Такий пристрій називають конвертором, у нього на виході, як і на вході, постійна напруга, але меншої величини.
Якщо на вході інвертора встановлено потужний накопичувальний конденсатор С1, напруга інвертора U1 має прямокутну форму, як показано на малюнку 2. Таку конструкцію називають автономним інвертором напруги (АІН). Якщо на вході інвертора встановити потужний дросель L1, а обмотку трансформатора Т шунтувати конденсатором, то буде вже згладжений вхідний струм. Такий перетворювач називається інвертором струму (АІТ). Зрештою, можлива конструкція, в якій завдяки наявності послідовно з'єднаних конденсаторів індуктивності та ємності утворюється коливальний контур із синусоїдальним струмом, вона названа резонансним інвертором (АІР).
Інвертор - це пристрій, що перетворює постійну напругу на високочастотну змінну.
Конвертор - пристрій для зниження або збільшення постійної напруги, іноді з проміжною високочастотною ланкою.
Регулювання режиму зварювання здійснюється кількома способами.

Малюнок 2
Наприклад, якщо вхідний випрямляючий блок виконати тиристорним, то при збільшенні напруги Uвс збільшується і амплітуда високочастотної напруги U2 та середнє значення Uв випрямленої напруги, як показано на малюнку 2 (а):
Uвс ↑ => U1 ↑ => U2 ↑ => Uв ↑
Можливе також регулювання зміною частоти імпульсів (рис.2, б)
f ↑ => T ↓ => Uв ↑
Але найбільшширше поширення отримав спосіб широтно-імпульсного регулювання (рис. 2, в):
t ↑ => Uв ↑, оскільки при постійній частоті полегшується вибір параметрів вихідного фільтра, а також знижується спектр електромагнітних перешкод, які легко усунути вхідним фільтром.
У випрямлячі з інвертором використовується амплітудне, частотне та широтне регулювання режиму. Природні зовнішні властивості випрямляча залежать від конструкції інвертора та трансформатора. Штучні характеристики формуються за допомогою зворотних зв'язків за струмом та напругою.
Зварювальні властивості випрямлячів з інвертором, як правило, кращі, ніж у конвенційних джерел, і пояснюється це високою швидкодією інвертора. Якщо у неінверторного однофазного випрямляча тривалість перехідного процесу становить не менше напівперіоду стандартного змінного струму, тобто близько 0,01 с, то у випрямляча з інвертором швидкодія характеризується значеннями 0,0005 с і менше. При механізованому зварюванні у вуглекислому газі такий випрямляч здатний забезпечити складний алгоритм зміни струму з метою керування перенесенням електродного металу при тривалості окремих етапів циклу близько 1 мс. Високі динамічні властивості випрямляча з інвертором виявляються і у разі програмного керування процесом ручного дугового зварювання, наприклад, за циклограмою. У цьому випадку легко забезпечується гарячий пуск на початку зварювання, швидкий перехід від одного із заздалегідь налаштованих режимів до іншого при поперемінному зварюванню то нижніх, то вертикальних швів, зварювання пульсуючою дугою з регульованою формою імпульсу і т.д.
В даний час випускаються інвертори четвертого та п'ятого поколінь.
Розвиток зварювальних технологій
Процес дугового зварювання плавленням існує вже понад сто років. Весь цей час джерела живлення дуги змінювалися та вдосконалювалися. Шлях від акумуляторних батарей до електронних систем відобразився і на властивостях дуги та на всьому процесі зварювання загалом.
До цих пір у зварювальному виробництві використовуються традиційні джерела живлення: трансформатори, зварювальні перетворювачі, зварювальні агрегати, випрямлячі. У них є кілька загальних недоліків: підвищена енергоємність, значні маса та габарити, недостатня швидкодія, вузький діапазон регулювання режиму зварювання, зварювання при частоті не вище 50Гц.
При цьому кожен із цих джерел має ще додатково свої специфічні недоліки. Наприклад: трансформатор споживає значну реактивну потужність, навантаження мережі живлення в ньому несиметрична, оскільки всі зварювальні трансформатори однофазні. Частини зварювального генератора, що обертаються, створюють шум, вимагають складного технічного обслуговування. І т.д.
З розвитком напівпровідникової техніки у 50-х роках з'явилися зварювальні випрямлячі, які мали покращені технічні Характеристики. Але і вони, як і раніше, залишалися важкими, громіздкими, інерційними і мали малий ККД.
Подальший прогрес викликав появу нових методів зварювання: такі як механізоване зварювання дротом суцільного перерізу в захисних газах (MIG/MAG), та нових зварювальних установок: автоматичні та роботизовані комплекси. Для нових зварювальних установок знадобилося нове покоління джерел живлення зварювальної дуги, які б забезпечували високу швидкодію, набагато менше споживання енергії, що давало широкий діапазон регулювання режимів зварювання, а також мали універсальні зовнішні статичні показники. З'явилися інверторні джерела живлення. З середини 80-х років розпочалося серійне виробництво високочастотних тиристорів. На їх основі були створені сучасні електронні інвертори, які на сьогодні активно витісняють інші зварювальні джерела живлення.
| Назва джерела живлення | Рік появи | Блок-схема джерела живлення |
| Акумуляторна батарея | 1802 |  |
| Зварювальний агрегат (мотор-генератор) | 1887 |  |
| Зварювальний трансформатор | 1905 |  |
| Зварювальний випрямляч | 1950 |  |
| Зварювальний інвертор | 1950 |  |
5. Корисна інформація.
| Можливі несправності зварювальних інверторів та способи їх усунення. | ||
| Несправність | Причина несправності | Методи усунення |
| Нестабільне горіння дуги або сильне розбризкування металу під час зварювання | Неправильно підібрано зварювальний струм. Сила струму повинна відповідати рекомендованим значенням, вказаним на пачці електродів або 25-40А на 1 мм діаметра електрода | Встановіть силу струму, що відповідає діаметру електрода |
| Постійне прилипання електрода, при правильному виборі сили зварювального струму | Низька напруга мережі живлення, напруга повинна відповідати 220В ±15% | Придбати стабілізатор напруги потужністю не менше 3 кВт |
| Не затиснуті кабельні вставки в панельних гніздах | Затисніть їх поворотом за годинниковою стрілкою | |
| Перетин дроту мережі живлення менше 2,5 мм2 | Використовуйте провід перетином не менше 2,5 мм2 | |
| Підгорання контактів у з'єднаннях мережі живлення | Усуньте причину підгоряння контактів | |
| Надмірно довгий подовжувач - понад 40 м | У даному випадку краще застосовувати провід перетином не менше 4 мм2. | |
| Зварювання немає, хоча зварювальний інвертор увімкнений, індикатор мережі горить | Немає контакту або поганий контакт затискача "маси" та деталі | Відновіть контакт |
| Обрив зварювальних кабелів | Відновіть цілісність зварювальних кабелів. | |
| Відключення напруги при зварюванні | Автоматичний вимикач мережі живлення несправний або не відповідає номіналу по струму (менше 25А) | Змініть автоматичний вимикач |
| Загоряється індикатор перегріву при зварюванні | Перевищено параметр "тривалості навантаження". Індикатор перегріву вмикається при нагріванні понад 800С | Припиніть зварювання і дайте апарату охолонути до вимкнення індикатора |
Джерело: В.С. Мілютін, М.П. Шалімов, С.М. Шанчурів. Джерела живлення для зварювання. Москва, 2007
Джерело: http://www.welder.by/articles/article_11.html
Увага: це авторська стаття, тому при використанні матеріалу прохання робити посилання на першоджерело.
author: Оleg Stolyarov